齿轮_齿轮厂家_齿轮加工-淄博市博山齿轮厂
24小时服务热线:
18560401666
首页
关于我们
产品展示
资讯中心
联系我们
留言本
淄博市博山齿轮厂
淄博市博山齿轮厂
淄博市博山齿轮厂
热门关键词:
齿轮
直齿
斜齿
人字齿
锥形齿
非标齿轮定做
山东齿轮厂家
齿轮加工
齿轮齿条
精密齿条
产品中心
30年行业经验品质保障,精益求精塑造品牌质量
产品中心
更多
减速机齿轮-淄博市博山齿轮厂
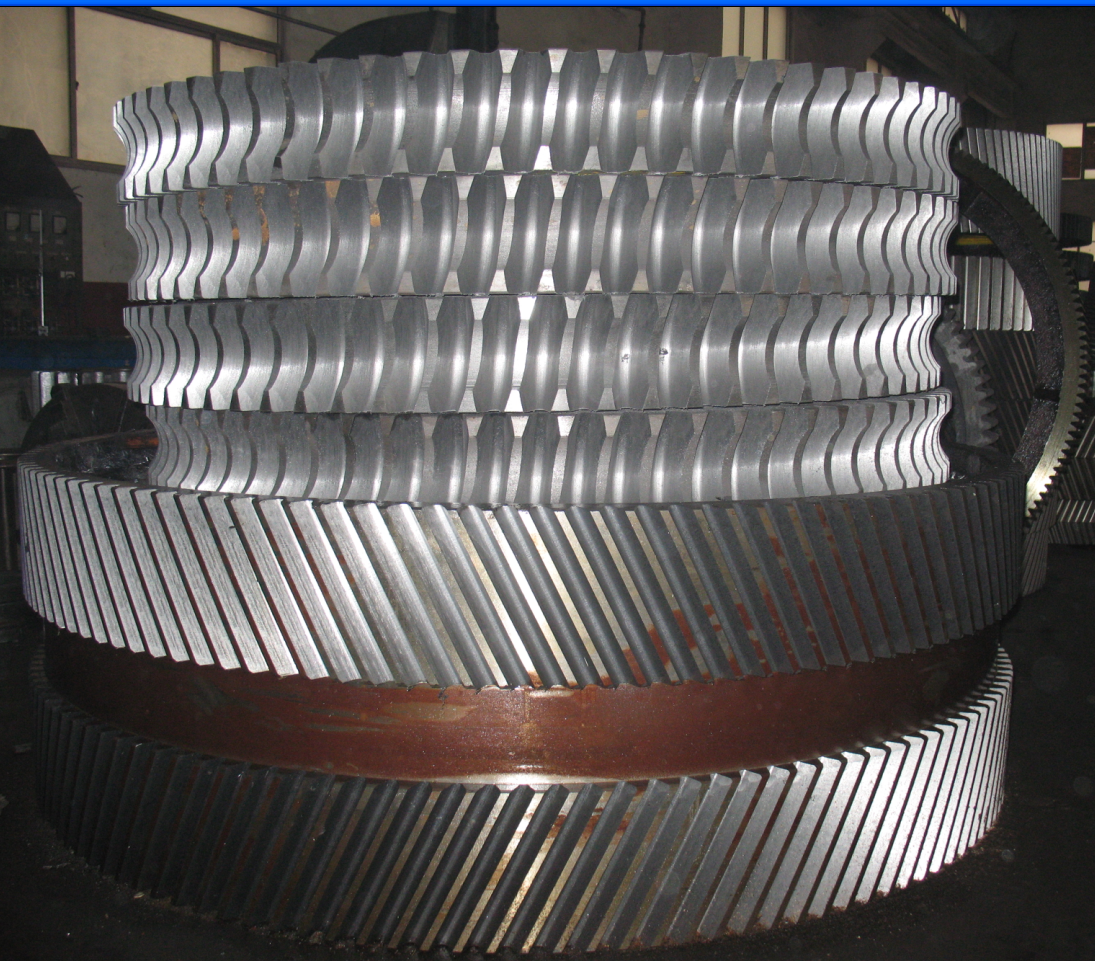
压力机偏心齿轮-淄博市博山齿轮厂
出口冠轮-淄博市博山齿轮厂
大型减速机齿轮-淄博市博山齿轮厂
我们的优势
中国领先的齿轮制造商,致力于通过创新技术服务助力客户快速实现业务目标
持续创新,引领市场
结合市场需求不断研发新产品,扩大服务领域,设计队伍人员构成层次搭配协调,具有丰富的产品设计经验。
ISO9001品质标准,层层检测
严格质检流程,采用国际标准对研发产品进行严格检测,保证产品质量100%合格,内销与外销品质如一。
工艺配套,专业化设备
设备的配置与公司生产品种工艺需求相协调,重要工艺均在企业内部完成。效率高,保证了产品质量。
关于我们
ABOUT US
淄博市博山齿轮厂成立于1991年,地处山东省淄博市的重工业区-博山区。是我省工矿齿轮的专业制造厂产品广泛,品种齐全,管理严格,技术雄厚。是GB/T19001-2016 idt ISO9001:2015标准认证的企业。多次被省市区评为文明信用单位。 我厂主要从事大、中型直齿、斜齿、锥齿、人字齿等齿轮产品的制造和加工,我厂并配有高频、超音频大型热处理设备,制齿设备齐全,生产工艺严格。
了解更多
18560401666
质量筑品牌,服务创未来
淄博市博山齿轮厂成立于1991年,地处山东省淄博市的重工业区-博山区。是我省工矿齿轮的专业制造厂产品广泛,品种齐全,管理严格,技术雄厚。是GBT ISO9001-2000B标准认证的企业。多次被省市区评为文明信用单位。 我厂主要从事大、中型直齿、斜齿、锥齿、人字齿等齿轮产品的制造和加工,我厂并配有高频、超音频大型热处理设备,制齿设备齐全,生产工艺严格。
1200
+
高素质研发团队
31
年
行业经验
800
+
生产设备
全面服务
售前处理
无论是电话或在线咨询, 我们会及时给予专业的答疑指导, 为您提供专业的解决方案。
产品选型指导
量身定制
免费为顾客提供技术咨询及新产品、新技术信息,深入了解您的每一个需求,为您提供全套的设计方案。
免费获取设计方案
无忧售后
在我们第一时间接到用户通知后即时做出答复,提供终生维修服务。
了解售后服务方案
资讯中心
05-28
滚齿机原理-淄博市博山齿轮厂
05-20
典型零件选材及工艺分析-淄博市博山齿轮厂
05-13
典型齿轮加工工艺分析 -淄博市博山齿轮厂
05-09
齿轮润滑的特点-淄博市博山齿轮厂
05-05
锥齿轮的变位-淄博市博山齿轮厂









 鲁ICP备2021045859号-1
鲁ICP备2021045859号-1